近日,第三届中国全固态电池创新发展高峰论坛高层论坛顺利举行。本次论坛围绕行业关键共性问题展开深入探讨,旨在为我国全固态电池技术突破瓶颈、实现高质量跃升提供系统性支持。
深圳贝特瑞新能源材料股份有限公司研究院院长李子坤在论坛上发表演讲时指出,采用固态电池技术路线已成为行业应对锂离子电池安全、成本与性能挑战的普遍共识。但他同时提醒,全固态电池的开发并非仅依赖于硫化物材料的完善,“如何将材料有效应用”仍是横亘在行业面前的一道难题。
当前,全固态电池面临的最突出问题是成本过高。李子坤强调,行业不仅需要降低材料成本,更关键的是实现电芯体系与工艺技术层面的降本。
在贝特瑞看来,全固态电池的发展仍任重道远。为此,公司已将人工智能工具引入全固态材料的研发流程中。据介绍,贝特瑞已构建并投入应用一个集成化AI平台,该平台覆盖从信息收集、方案设计到材料制备与测试的全流程。这一平台不仅能减少研发人员在资料查阅和数据分析等方面的重复劳动,还可辅助进行材料性能预测。
以下是演讲内容精选:
谈及固态电池,行业普遍认识到当前锂离子电池在应用层面存在瓶颈。无论是在汽车、储能还是数码领域,安全、成本与性能是最受关注的三大议题。
如何破解这些难题?业界的思路高度一致:转向固态电池。从解决安全性和能量密度这两大关键需求来看,固态电池无疑是可行的方向,也因此成为下一代锂离子电池的研发热点。
近期,多家企业就固液混合电池与全固态电池的应用发表了看法。目前,固液混合电池已在部分数码产品中得到应用,并逐步向动力电池与储能领域拓展。
贝特瑞专注于材料研发,为固液混合电池提供正负极材料及电解质材料,其中电解质材料以氧化物型和聚合物型为主。目前,公司的氧化物电解质已实现批量出货,这意味着固液混合电池已进入实质性应用阶段。
相比之下,全固态电池目前仍以示范应用为主。根据第三方数据,未来十年固态电池的复合增长率将保持高位,这表明无论国内还是国际,业界均看好固态电池的发展前景。有预测显示,到2035年,全球电池市场规模预计达到500GWh,其中全固态电池占比可达41%。

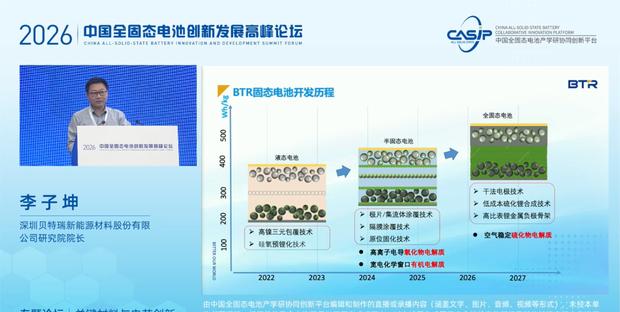
回顾研发历程,在传统液态电池阶段,技术焦点集中于高镍三元材料的包覆、硅负极预锂化等方向。进入半固态体系后,氧化物的典型应用包括隔膜涂覆、极片涂覆、集流体涂覆以及正极包覆,其中以隔膜涂覆为主流。与此同时,集流体与极片涂覆技术也在同步推进,与之配套的聚合物原位固化技术已在部分数码产品中投入实用。
那么,全固态电池是否只需做好硫化物材料?答案是否定的。
根据与客户端的反馈,如何用好材料已成为关键障碍。因此,贝特瑞积极关注干法电极技术,并与客户共同推动相关工艺发展,包括低成本硫化锂的合成——硫化物体系的核心在于硫化锂,其低成本制备至关重要。此外,如何提升配套金属锂负极的综合性能也是重点。
贝特瑞主推骨架材料方案,该材料目前已面向国内外客户进行匹配测试。在半固态体系中,公司以高镍三元和硅基负极作为优势材料,搭配氧化物与聚合物复合电解质。而在全固态体系中,正极侧重高镍三元与富锂锰基材料,负极采用锂碳复合材料,电解质则优选硫化物体系。
成本仍是全固态电池当前的首要难题,电芯制造成本居高不下。降本不仅需从材料端入手,电芯体系与工艺技术的成本控制更为关键。
若全固态电池采用高压方案,未来可能面临严峻挑战。化学稳定性方面,硫化物在电池滥用工况下可能产生硫化氢气体,其化学稳定性问题不容忽视。此外,硫化物的电压窗口较窄,在正极侧易被氧化,在负极侧易被还原。

界面问题尤为关键,尤其是负极侧的膨胀现象如何应对?
为此,贝特瑞正在推进宽电压窗口硫化物材料的研发。公司实验室已通过碳热还原法制备出低成本、高纯度的硫化锂,纯度达99.9%以上,并已开始对外送样。目前,公司正与行业伙伴合作推动低成本硫化物路线的批量应用。
基于硫化锂开发的锂-磷-硫-氯硫化物电解质,其离子电导率可达10⁻² S/cm量级。粒度控制同样重要,硫化物无论用于电解质还是作为正负极添加剂,均对粒度分布有极高要求。电解质侧主要采用大于5微米的硫化物颗粒,而作为正极添加剂时,则需将颗粒尺寸控制在0.5微米左右。
离子电导率与电子电导率的要求因应用场景而异:电解质侧需要高离子电导率、低电子电导率;作为正极添加剂时,则希望电子电导率较高。
在全固态电池正极材料中,富锂锰基材料被列为首选。贝特瑞通过掺杂与包覆技术优化其微观结构,以改善循环性能等问题。负极方面,公司采用金属锂与骨架材料复合的设计思路,通过在骨架材料中预留孔洞,引导锂在循环中定向沉积,从而有效抑制膨胀、提升循环稳定性。该方案已获多家客户测试。

除正负极与电解质材料外,贝特瑞同样重视材料加工工艺。研究表明,采用干法极片的电芯在倍率性能上优于湿法极片。然而,干法负极的循环衰减主要受SEI膜生长影响。目前,干法三元极片已可实现,但磷酸铁锂极片仍存在较多问题。
干法电极工艺仍面临多项挑战:PTFE粘结剂在负极侧可能引发副反应;干粉混料均匀性不足;极片辊压厚度一致性差;涂覆幅宽受限。此外,干法工艺涂覆速度较慢,负极成膜速度约为80米/分钟,且极片内聚力偏低,这与粘结剂及粉体粒度分布密切相关。
干法工艺还对活性材料有较高选择性,并非所有液态电池材料都适用。目前,干粉混合表征也缺乏统一标准。
尽管全固态电池研发已历时多年,但其发展之路依然漫长。引入AI工具将显著加速全固态材料的开发进程。贝特瑞打造的集成AI平台涵盖信息收集、方案设计、材料制备与测试等环节,目前已投入使用。该平台整合了历史数据,大幅减少了人力查阅与数据分析负担,并可进行材料性能预测,例如针对高功率或高倍率电芯推荐合适的电解质材料及其特性。
由于时间有限,本次分享至此结束。



 视频直播
视频直播